



 029-86747156
029-86747156 ���
��� 13505181093
13505181093
 dvhb@163.com
dvhb@163.com
 �������
^�\�I·�\�I�r��A3-307��
�������
^�\�I·�\�I�r��A3-307����Դ�� ���˭h�ƭh���a�I�о� ���ߣ��፹
���Z
�ą������g�Q���ԁ������ѽ��^��100����İlչ�����g���l���^�ɴθ߳�����һ�θ߳��Ǐ�20���o50����𣬰l�_���ҹ��I���ͳ��л��M�̼ӿ죬����ˇ��صĭh����Ⱦ���˕r�ƌW�҂��_�l�˅���������ͨ���������ء��������|��ˇ����������һ���������������������緶�����_ʼ�Lԇ���Å������\�g��20���o70�����ӭ���˅������\�g�lչ�ĵڶ����߳���
�S�������Ŀ��ٰlչ��������Դ���}�ͭh����Ⱦ���}Խ��Խ���أ��ƌW�҂��_�l����UASB�����������m��������ĵڶ���������������ʹ�Å������\�g�����_ʼ���ٰlչ�������ڴ˻��A�ϣ�һϵ�е���������Ч�ą��������������аl�͑��á�
��һ���������������_�l
�����ķ����������һ���������������@Щ�����������c�Dž����������L�O�侏���������r�g�L���������ȟo�����xˮ��ͣ���r�g������ͣ���r�g�����Ե�һ����������횱�������L��ͣ���r�g��һ��������ˇ���Мحh���µ�ͣ���r�g���ٞ�20-30�졣�˕r�ĵ�ؓ����Ҫ�^�Lͣ���r�g�ą���ϵ�yʹ�I���S�����J�酒��ϵ�y�\�нY�������룬���|��߀�Dz������ϵ�y��
1�����������أ�1896��l����1910��1950���������
��1����ˇ����
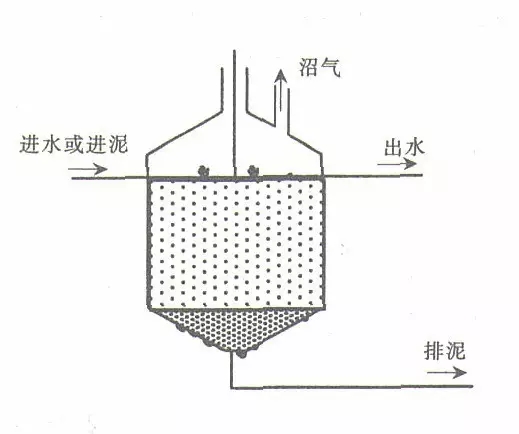
�D1 ���������ؘ���D
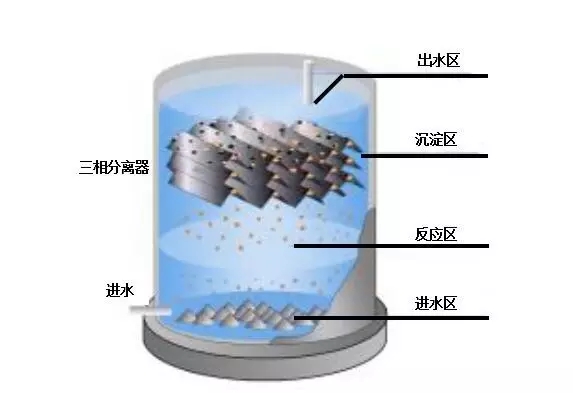
��D1��ʾ���Uˮ�����ඨ�ڻ��B�m�M���������У�����������������Һ�քe�������صײ����ϲ��ų������a�����Ӛ��픲��ų�����ͨ���������صij��w�߶�һ���؏���1/2���ص׳ʈA�F�Σ��������ࣻ����w������Σ������ռ��Ӛ⡣����ʹ�M����Mˮ�c���������ֽ��|��ʹ���a�Ӛ⼰�r�ݳ�ͨ��߀�O�Д����b�ã��M���Мػ�ߜ������r��߀��Ҫ������Һ���Mˮ�M���M�мӟᡣ
��2�����c
��ͨ�����ص��w�e�^��ؓ���^�ͣ�һ���М؞�2��3kgCOD/(m3·d)���ߜ؞�5��6kgCOD/(m3·d)�������ԭ�����ڹ��wͣ���r�g����ˮ��ͣ���r�g���鱣�C���������څ����������ȵ������L��ֳ�������g��ԓ�Ǽ���������r�g��2��3������ˣ���ͨ���������Мؗl���µ�ͣ���r�g��20��30d����������Ȳ��M�Д���ͼӟᣬͣ���r�g�����L�_30��90d��̎��Ч�ʘO�͡��]�Ќ��D1���������ؘ���D�D2�������|��ˇϵ�y����D�������������M�Н�s�ͻ������Oʩ���������ȅ�������������ʧ��ʹ����̎��Ч���½���
2���������|��ˇ��20���o50�����
��1����ˇ����
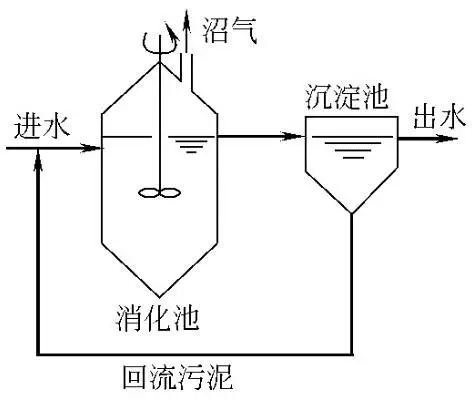
�D2 �������|��ˇϵ�y����D
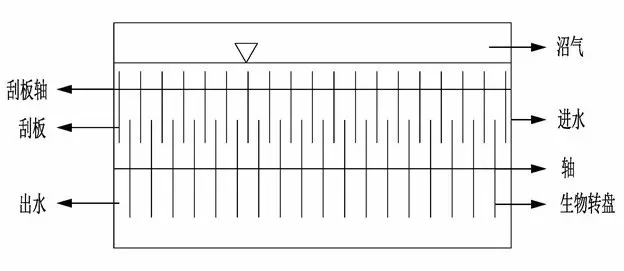
��D2��ʾ������ͨ�����غ������أ������ﷴ������ˮ���x�ڃɂ������Ę��������M�У��������������·��������أ���Ч�������˷������е�������ȡ�
��2�����c
�����˷������ȅ�������ĝ�ȣ�ʹ�÷������Ѕ��������ͣ���r�g��һ�δ���ˮ��ͣ���r�g�����H�������Σ����������ؓ���c̎��Ч�ʡ�����������s���Mˮ������2~3���������ȵ�MLVSS��6~10g/L������ֱ��̎�����w�����^���w���^�����Һ�������ڶ������}�������ڻ��Һ�y���ڳ��������M�й�Һ���x��ȱ�c��
�ڶ����������������_�l��Ч����̎��ϵ�y��횝M��ɴ�ԭ�t֮һ����ϵ�y�ȱ��ִ����ą����������������L�������g��Ҫ�M���@һԭ�t���ɲ��ù̶���������Ĥ���������B���������^�õą�������ķ�ʽ������������ȣ��Ķ��ڲ��ø��ЙCؓ�ɺ�ˮ��ؓ�ɕr������ʧ���������������ࡣ
20���o60�����McCarty��Young����ǰ�ƌW���о��Ļ��A�ϻ֏��ˌ������V�ص��о����������е͝���ܽ��Թ��I�Uˮ���A̎��/̎���I�������ڷ��������b�d������ϣ�����ʯ���t�������ϵȣ�����ˮ�����^���������������L������������Ĥ�������V���ں̵ܶ�ˮ��ͣ���r�g�ȿ��Ա����^�L�������g��ƽ���ļ���ͣ���r�g���L�_100�����ϡ�
1970�꣬Lettinga��żȻ������McCarty�����£��I�����о��F꠰l����UASB�����������ڼ״��Uˮ̎����ȡ��UASB�ij����ɹ���UASB�����������ﷴ���c���������һ�w���ظ߳̏��ϵ��·֞����^��������x�^�ͷ����^���ڷ�������ͨ�������B�������������õ��w�����࣬�Ķ��ڛ]�����Ϻ��d�w����r�������������Ĺ̶�������ʡ�˿��g�ͳɱ���ͬ�rʹˮ��ͣ���r�g������ͣ���r�g���_�����ڷ������ȱ����^�ߵ�������ȡ�
�����ķ���������ڶ����������������@Щ�����������c�ǿɌ�ˮ��ͣ���r�g�c����ͣ���r�g���x�_��������ͣ���r�g�����L�_�ϰ��죬��ʹ����̎���ߝ����ˮ��ͣ���r�g���^ȥ�Ď�����ʮ��s�̵���С�r����졣������ڶ����������ڵؗ͜l���²��õ�ؓ�ɹ�ˇ�r���������ല�ȵĻ�Ϗ���̫�ͣ��͟o�������������ȵĶ���Ч�������Եڶ��������������ڑ���ؓ�ɺͮa���ʷ�����һ�������ơ�
1�������V�أ�20���o60�����
��1����ˇ����
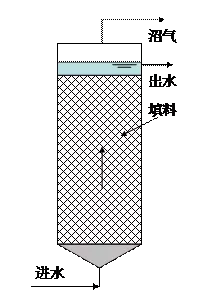
�D3 �����V�ؘ���D
��D3��ʾ��ͨ�^�ڷ�������������^�V���|����ʯ����̿��������ܛ�Ի��ܛ�����ϵȣ����Uˮ�ijص��M�벢�ij���B�m�ų�����ͨ�^���όӕr�c�����������ϵ�������|��ʹ�ЙC����Խ��⡣
��2�����c
�o������غ�����������O�了�Σ��������㣻����Ĥ����������������g�L��̎��Ч���ã�����V�ص��P�I�ǞV�ϣ�����eԽ���γɵ�����Ĥ��Խ�࣬��λ��������̎������Խ�V���M���^�F�����������������²�������Ĥ�ܺ�����]�к�����Ч����ϴ��������˃H�m��SS�����͵���ˮ��
2��UASB��������1970�꣩
��1����ˇ����
�D4 UASB ����������D
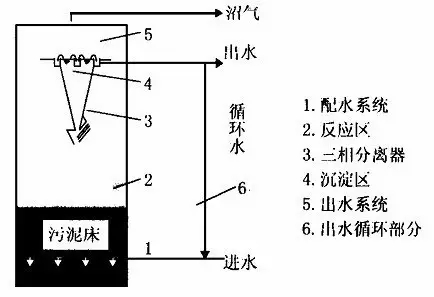
UASB��Ҫ���Mˮϵ�y��������x������ˮϵ�y�����w�ȽM�ɣ���D4��ʾ���֞��Mˮ�^����ˮ�^���������^�������ല�^���Ҹ������Ӆ^��������^����ˮ�^���Ӛ�^�ȡ�
�Uˮ���Mˮϵ�y�ķ������ĵײ��M�룬�Mˮϵ�y���в�ˮ��ˮ����������á���ˮ������ˮ����ˮ����ˮ�ڸ���ˮ���ě_�����������ݵĔ_��ʹ��ˮ�c�����ϡ������^���У��a�����Ӛ⣨���ݣ��������^���Ќ������w�����𣬚��ݎ��������ˮһ�������M�����^��ԓ�^���������x���������Юa�����Ӛ⡢����ͱ�̎��Uˮ���Է��x������ˮ���x���̎����ˮ�t�ij���^�ϲ��ļ�ˮ���ų����⡢�̡�Һ���x��Ě��w���Ӛ⣩�ɚ����ռ��������Ӛ��ͨ�^ˮ������ȫȼ��������������á��������ȵ����೬�^һ���߶ȣ����S��ˮһ��_����������
��2�����c
�Y���o����̎��������̎��Ч���ã�����������ȸߡ��ЙCؓ�ɸߵȃ��c�����Mˮ���⣬�O�䱾��o�κ΄������ģ��\���ܺĵͣ�ƽ�沼���ЈA�Ρ����Ρ����Σ����w�Y������ơ�䓽��������������β��ã����������٣�0.5~1.5m/h���������0.6~0.9m/h�����߶�һ���6~12m����߿��_15m����
3�����������D�P��1980�꣩
��1����ˇ����
�D5���������D�P����D
���������D�P�ژ���������ں��������D�P������Ҫ�ɱPƬ�������S�c���b�á������۵Ȳ��ֽM�ɡ��ڽY����һ�N�������Dˮƽ�S�����ʽ�ܷ��L�AͲ���S���b��һϵ�ЈA�P���\�Еr�A�P�ֽ�����ˮ�У��������︽�������D�ĈA�P�����γ�����Ĥ�������^�L������ͣ���r�g�����x��ˮ�е��ЙC�ﲢ�a���Ӛ⡣
��3�����c
�����ȸߣ��ЙCؓ�ɸߣ�ˮ��ͣ���r�g�̣��Uˮ��ˮƽ�������ӣ������۸߶�С����ʡ�������߶ȣ�һ�㲻������������l����������̎�����^�ߑҸ����w���ЙC�Uˮ������ö༉�������������ڸ����зּ���̎��Ч�����ã��\�й������㣻���PƬ����r�^�ߡ�
�������������������_�l��Ч����̎��ϵ�y��횝M��ɴ�ԭ�t֮����߀Ҫ������ˮ������֮�g�ij�ֽ��|��Ҫ�M��ڶ�ԭ�t����Ҫ���C�������Ȳ�ˮ����ͻ�Ͼ������̶ȱ����������ˮ��������ҪҪ�OӋ�ò�ˮϵ�y����Ͼ���t��Ҫ�����Mˮ��Ϻ͚��w�Ĕ_�ӡ���������ڵؗ͜l���²��õ�ؓ�ɹ�ˇ�r�����Ҫ���ø߷��������dz�ˮ�����ķ������ܱ��C���������^�ߵĔ��菊�ȡ�
1980�꣬����˹̹����W��McCarty�F��څ��������D�P�Ļ��A�ϸ��M�_�l���˅����۰�ʽ��������ABR�������������F��lettinga����ķּ�����������ˇ��˼·��ͨ�^�ڷ��������O�Ì����壬���ӷ������������������������İlչ�Һ�׃�Uˮ��ˮ������ʹ��������ˮ��ֻ�ϡ�
1985�꣬���m���˹�˾����UASB�������w������������x���ĸ�����M�l���˅�����ѭ�h��������IC����ԓ���������|��2��UASB�������Ć�Ԫ��دB���ɣ����c�����ڸߵķ������ȷ֞�2�����֣��²�̎�ژO�˵ĸ�ؓ�ɣ��ϲ�̎�ڵ�ؓ�ɣ�ͨ�^���Һ��ѭ�h�ķ�ʽ�������ˮ��Ϻ͂��|Ч�����ӿ��˷������ʡ�
1986�꣬lettinga���ڈF꠰l������Û�w�����ല��EGSB����������EGSB���������|���Ǹ��M�˵�UASB��������ֻ���\�з�ʽ��UASB��������ͬ�����ںܸߵ������������\���Ա����w������̎�ڑҸ���B���Ķ����C����ˮ������ij�ֽ��|��EGSB��������ͣ���r�g���ڂ��y��UASB��������������2008�꣬���mHydroThane���о��F����аl��ECSB��ExternalCirculationSludgeBed������ѭ�h���ല��������
�����ķ��������������������������������������c���w�����ࣨ������Ĥ�����ٱ�����������ٸߣ������ⲿ�����أ����ñ�UASB�ߵö��Һ�w�͚��w�������ټ��ЙCؓ�ɣ����ല̎�ڑҸ�����Û��B���w�����ࣨ������Ĥ���ȱ���e�������ȸߡ����|�l���á��ܽ��ЙC��ȥ���ʸߣ��������ď��߱ȴ�ؓ�ɸߣ������g�L������a���١�
1�����������巴������1982�꣩
��1����ˇ����
�D6 ABR ����������D
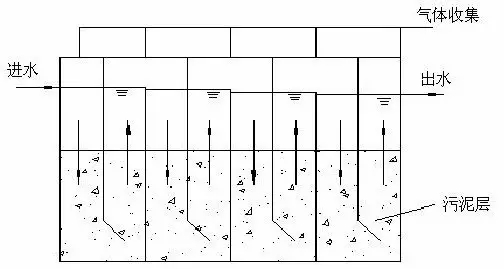
��D6��ʾ�����������巴������ABR�����O�������Q�����壬���������ָ��ɴ��Ďׂ������ң�ÿ�������Ҷ����Կ���һ����������������ʽ���ലϵ�y���Uˮ�M�뷴�������،�������������ǰ�M������ͨ�^ÿ�������ҵ����ല���Uˮ�е��ЙC���|ͨ�^�c�����ֵĽ��|���õ�ȥ���������ڏUˮ���Ӻ��Ӛ����������ã��������е����������\�ӣ��������ڌ��������������������ij������ܣ�������ˮƽ��������٘O�侏�����Ķ������ą������౻�����ڷ������С�������l����ȫ��ͬ�İl�ͼ����ͼ��鼚���ɴ��Ⱥ�M�е������^�̷քe�ڃɂ��������������ɣ����ҾS�ָ��Ե���ѭh���l�������γ��˃�����������ϵ�y����
��2�����c
�Y�����Σ��]������Ě�̷��xϵ�y���\�Ó��嘋���ڷ��������γɶ��������ķ����������F�˷�����A��ȱ���������B���������������_��ؓ�ɼ��Mˮ�е��ж����|���кܺõľ��_�m��������߀���в����������������o�蔇����׆��ӵ����c��
2��IC��������1985�꣩
��1����ˇ���̣�
�D7 IC ����������D
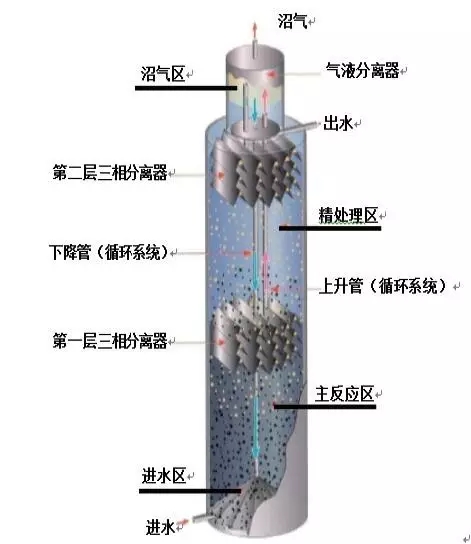
IC��Ҫ���Mˮϵ�y���Ɍ�������x������ˮϵ�y��ѭ�hϵ�y����Һ���x�������w�ȽM�ɣ����w������D7��ʾ���֞��Mˮ�^����ˮ�^�����������^����̎��^������^����ˮ�^���Ӛ�^�ȡ����ε��f��IC���H���������ɂ�UASBһ�w���M�϶��ɡ�
�Uˮ���Mˮϵ�y�ķ������ײ��M���������^����ͨ�^�Mˮϵ�yʹ���c�����ϣ��Uˮ�д��ЙC���ڴ˵õ����⣬���a���Ӛ⡣�Ӛ��ɼ������ռ�����������������Һ���x�������Ӛ�������^���У����������D7IC����������D�^�Ļ��Һ��������Һ���x���������x����Ӛ���픲��ܵ��ų������������x�����ˮ���Һ�t����Һ���x���ײ����½��ܷ������������^�����c�ײ����ࡢ�Mˮ��ֻ�ϣ����F���������^���Һ�ăȲ�ѭ�h�����������^̎����Ļ��Һ�^�m��������̎��^���Uˮ��ʣ���ЙC���ڴ˵õ��Mһ��̎����̎���^���У��a�����Ӛ��ɼ������ռ�������M���Һ���x��������ˮ���Һ�ڳ���^�M�з��x������Һ����ˮ���ų������������x��������t�Ԅӷ��ؾ�̎��^��
��2�����c
ͨ�^���Ӹߏ��ȣ���߷������������٣���߂��|Ч�ʣ��S�ַ������^�ߵ�������ȣ����������ЙC���ȥ��Ч����ͬ�r��������ͣ���r�g���pС��ռ����e������˿��_��ؓ�ɺ��ݷeؓ�ɡ�ƽ�沼��һ���A�Ρ����Ρ����Σ����w�Y��������ơ�䓽���������������٣�2~10m/h���߶�һ���16~25m��
3��EGSB��������1986�꣩
��1����ˇ����
�D8 EGSB ����������D
EGSB�����������䘋���cUASB������������֮̎����D8��ʾ���䘋��������܄��֞��υ^����Û�^������^�ͼ��ⲿ�֡��Uˮ���^��ˮ���M��EGSB�������������ЙC�����c�����ײ���������|���ֱ�̎�����ա���ˮ��ؓ�ɺ߮a��ؓ��ʹ�����c�ЙC���ֻ�ϣ�����̎�ڳ�ֵ���Û��B�����|���ʸߣ��������˅����������ʺ��ЙCؓ�ɡ����a�����Ӛ�������픲����^������x�������ࡢ��ˮ���Ӛ���x�_����
��2�����c
������UASB��������ȫ�������⣬߀���������������O�Ќ��T�ij�ˮ����ϵ�y�����иߵ�Һ�w�����������ٺ�CODȥ��ؓ�ɣ��ЙCؓ����UASB�ЙCؓ�ɵ�2-5�������������w�������^���������_��ؓ���������������������νY���OӋ�������^�ߵĸߏ��ȣ�ռ����eС����Ҫ���ڸߝ���ЙC�Uˮ̎����������SS�����ߵĺ͌������ж��ԵďUˮ̎����EGSB������һ���A�������Σ����кܴ�ĸߏ��ȣ�һ����_3~5�����a�b�÷������ĸ߶ȿ��_15~20�ס��Č��H�\����r����EGSB�������������ЙC���ȥ���ʸ��_85%���ϣ��\�з�������ˮ�������яV���\�õ������д�����I��
4��ECSB��2008�꣩
��1����ˇ���̣�
ECSB��Ҫ���Mˮϵ�y����ˮϵ�y��ѭ�hϵ�y���кޡ�ECSB�ȽM�ɣ���D9��ʾ���֞��Mˮ�^����ˮ�^�����кͅ^�������^����ˮ�^���Ӛ�^�ȡ�
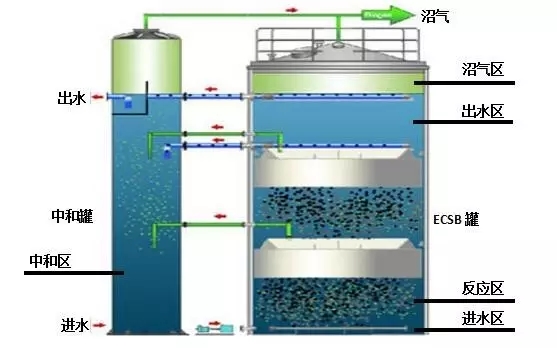
�D9 ECSB ����������D
�Uˮ�M���кޣ����к��У�ԭ�Uˮ�cѭ�h�ą�����ˮ�M�л���{�|���{�|�õďUˮ������ECSB���У��Uˮ��ECSB�ײ�ͨ�^�Mˮϵ�y�M�룬���^�Ɍ�����x���ķ�����픲��ų���ECSB�Ӟ�ߝ�����ല�����Mˮ���ⲿѭ�h�����Ӛ�a�����������������ല�U������Û���Uˮ���w���������Ч���|����������Ըߣ�ʹ�ø��ЙCؓ�ɼ����D�����ʳɞ���ܡ�ECSB�����g�ӿ����M����Ч�ĺ�̎����ͬ�r�Mһ���a��һ�����w�����ࡣ
��2�����c
ͨ�^��ѭ�h�ķ�ʽ�����Ƽӏ�ˮ�����������ã�����̎��Ч����ϵ�y���_��ؓ��������ͬ�r�����\���^���������к�ECSB��ˮλ�߲����ȣ���ѭ�h�������oϵ�y�����^��������pʧ��ECSB�Y�������������ԏ�����S�o��ƽ�沼�Þ�A�Ρ����Ρ����Σ����w�Y��������ơ�䓽���������߶�һ���20~24m��
�Y�Z
�������������^һ�ٶ���İlչ�ѽ��ĵ�һ���lչ���˵���������һ���������Ը����ء����������؞�����ĵ�ؓ��ϵ�y����횱��C����L��ͣ���r�g������Ч�ʘO�ͣ��ڶ����������ԅ����V�ء�UASB������������ĸ�ؓ��ϵ�y�����F�˹��wͣ���r�g��ˮ��ͣ���r�g�ķ��x���������˷���Ч�ʣ���������������IC��������EGSB����������������H���x�˹��wͣ���r�g��ˮ��ͣ���r�g����ϵ�y�ȱ��������Ļ������࣬߀���F�ˏUˮ������ij�ֽ��|���Ķ��ɞ�������Ч�ą�����������
ͨ�^���텒���������İlչ��Ŀǰ���ڵĆ��}���Կ�����δ���İlչ����
1���m���ڸ��N�h����������I�����ڵ͜غ͵͝�ȵ���r�£��O�˲����Mˮˮ�|���I��ȵȣ�
2�������ٵķ������ʣ�
3�����ߘ˜ʵij�ˮˮ�|��
4�����̵Ć��ӕr�g��